

合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
-
> 七葉皂素分子在氣-液、液-液(油-水)、固-液界面上的界面行為研究(一)
> 溫度及壓強對CO2-NaCl鹽水系統界面張力的影響(二)
> 改性環氧樹脂乳液型碳纖維上漿劑制備、表面張力、黏度等性能測試(三)
> 小桐子生物柴油制備方法、氧化程度與表面張力的相關性分析(一)
> 脫模劑配方中加入石油磺酸鈉,可降低液體表面張力、減少界面形成
> 界面張力γ、潤濕角θ與泥頁巖孔半徑r關系(一)
> 可視化實驗方法研究電場作用下液滴撞擊表面的動態行為(三)
> 水相PH、鹽濃度對380號燃料油油水界面張力的影響
> 礦漿表面張力對黃鐵礦與磁黃鐵礦浮選回收率的影響(三)
> 加入低表面張力活性劑,將自來水廠污泥制備成生物滯留介質海綿土
推薦新聞Info
-
> 超低界面張力環保型高溫高鹽油藏的驅油表面活性劑配方比例及制備(二)
> 超低界面張力環保型高溫高鹽油藏的驅油表面活性劑配方比例及制備(一)
> 表面張力和接觸角的關系|寶玉石接觸角的測量結果和表面張力計算方法(三)
> 表面張力和接觸角的關系|寶玉石接觸角的測量結果和表面張力計算方法(二)
> 表面張力和接觸角的關系|寶玉石接觸角的測量結果和表面張力計算方法(一)
> 表面張力儀系統測定:溫度范圍內甲基九氟丁醚的液相密度與表面張力
> 一套低溫、高壓懸滴法表面張力實驗測量系統實踐效果(三)
> 一套低溫、高壓懸滴法表面張力實驗測量系統實踐效果(二)
> 一套低溫、高壓懸滴法表面張力實驗測量系統實踐效果(一)
> 不同溫度下純有機物液體表面張力估算方法及關聯方程(二)
以大豆為原料合成的N-椰子油酰基復合氨基酸表面活性劑表面張力、乳化起泡潤濕性能測定(二)
來源:中國油脂 瀏覽 549 次 發布時間:2025-07-18
2結果與討論
2.1單因素試驗
2.1.1復合氨基酸溶液與椰油酰氯體積比對產率的影響
選取反應時間2 h、丙酮與復合氨基酸溶液體積比1.5∶1、反應溫度35℃、pH 11,根據復合氨基酸溶液與椰油酰氯體積比對產物產率的影響趨勢,確定優化復合氨基酸溶液與椰油酰氯體積比的范圍,結果見圖1。
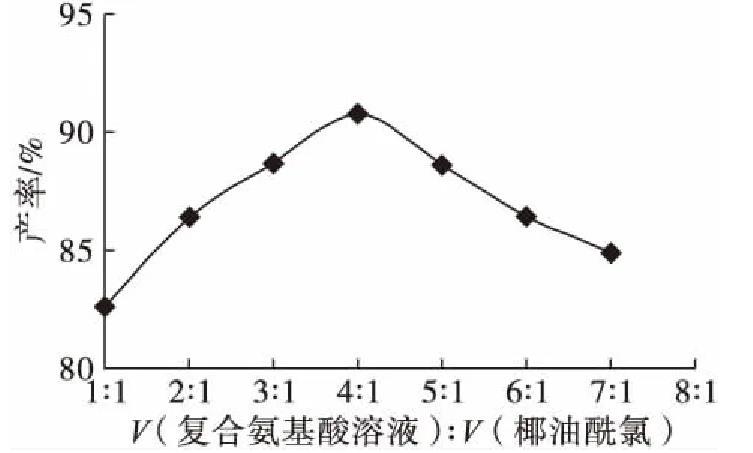
圖1復合氨基酸溶液與椰油酰氯體積比對產率的影響
由圖1可以看出,復合氨基酸溶液與椰油酰氯體積比影響產率的總體趨勢是首先逐步提高,達到最大值后逐步下降,復合氨基酸溶液與椰油酰氯體積比為4∶1時產物產率最大。因此,選擇復合氨基酸溶液與椰油酰氯體積比3∶1~5∶1進行優化試驗。
2.1.2 pH對產率的影響
選取復合氨基酸溶液與椰油酰氯體積比4∶1、反應時間2 h、丙酮與復合氨基酸溶液體積比1.5∶1、反應溫度35℃,根據pH對產物產率的影響趨勢,確定優化pH的范圍,結果見圖2。
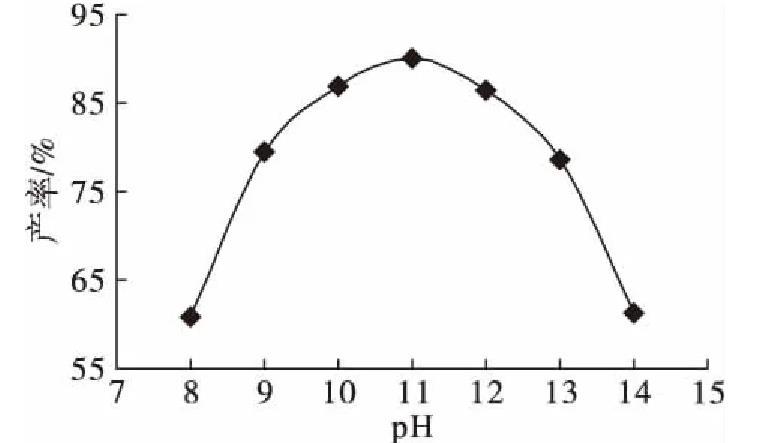
圖2 pH對產率的影響
由圖2可以看出,pH影響產率的總體趨勢是首先逐步提高,達到最大值后逐步下降,pH為11時產物產率最大。因此,選擇pH 10~12進行優化試驗。
2.1.3反應溫度對產率的影響
選取復合氨基酸溶液與椰油酰氯體積比4∶1、反應時間2 h、丙酮與復合氨基酸溶液體積比1.5∶1、pH 11,根據反應溫度對產物產率的影響趨勢,確定優化反應溫度的范圍,結果見圖3。
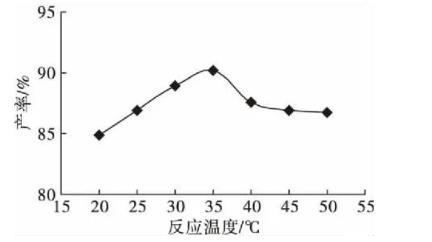
圖3反應溫度對產率的影響
由圖3可以看出,隨著反應溫度逐步升高產物產率也逐步增大,在35℃時產物產率達到最大值,之后反應溫度再升高產物產率逐步下降。因此,選擇反應溫度30~40℃進行優化試驗。
2.1.4反應時間對產率的影響
選取復合氨基酸溶液與椰油酰氯體積比4∶1、pH 11、反應溫度35℃、丙酮與復合氨基酸溶液體積比1.5∶1,根據反應時間對產物產率的影響趨勢,確定最適反應時間,結果見圖4。
由圖4可以看出,在反應時間0.5~2 h范圍內產物產率逐漸增大,之后隨反應時間延長,產率沒有明顯的變化。因此,反應時間2 h最適合大豆粕合成N-椰子油酰基復合氨基酸。
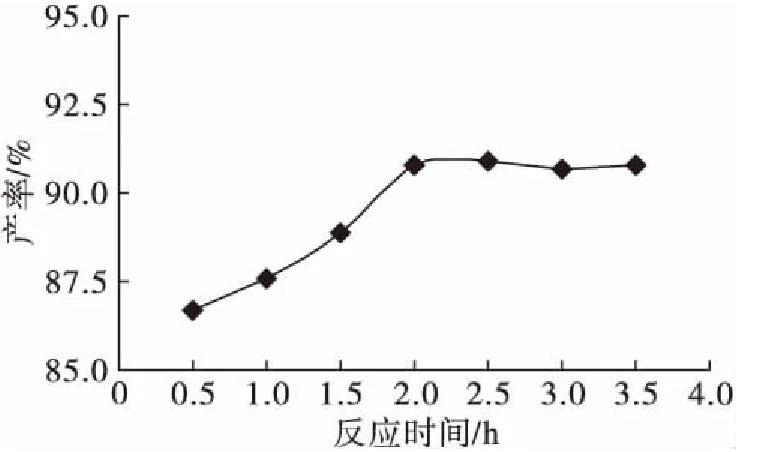
圖4反應時間對產率的影響
2.1.5丙酮與復合氨基酸溶液體積比對產率的影響
選取復合氨基酸溶液與椰油酰氯體積比4∶1、pH 11、反應溫度35℃、反應時間2 h,根據丙酮與復合氨基酸溶液體積比對產物產率的影響趨勢,確定優化丙酮與復合氨基酸溶液體積比的范圍,結果見圖5。
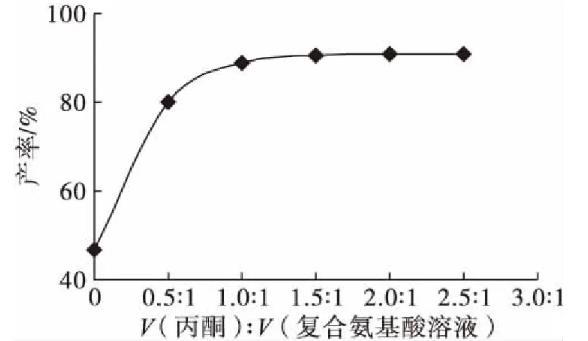
圖5丙酮與復合氨基酸溶液體積比對產率的影響
由圖5可以看出,隨著丙酮與復合氨基酸溶液體積比的增加,產物產率逐步增加,丙酮的加入有利于產物產量的增加,當丙酮與復合氨基酸溶液體積比達到1.5∶1后,產率隨著體積比增加不再有較明顯的提高。因此,選擇丙酮與復合氨基酸溶液體積比1∶1~2∶1進行優化試驗。
2.2響應面優化試驗
2.2.1響應面試驗設計及結果
以單因素試驗為基礎,固定反應時間為2 h,以N-椰子油酰基復合氨基酸產率為響應值(Y),復合氨基酸溶液與椰油酰氯體積比(X1)、pH(X2)、反應溫度(X3)、丙酮與復合氨基酸溶液體積比(X4)為影響因素,根據Box-Behnken的試驗設計原理,通過SAS軟件對試驗數據進行回歸分析,確定最佳工藝。響應面試驗因素水平見表1,響應面試驗方案及結果見表2,回歸方程方差分析見表3。
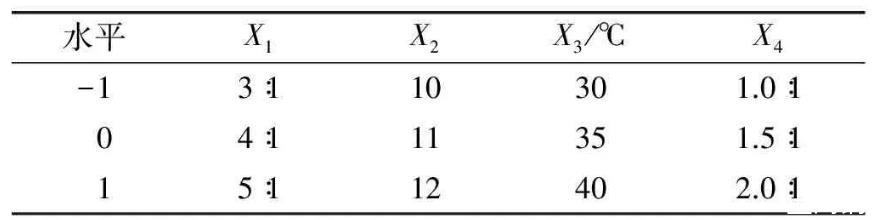
表1響應面試驗因素水平
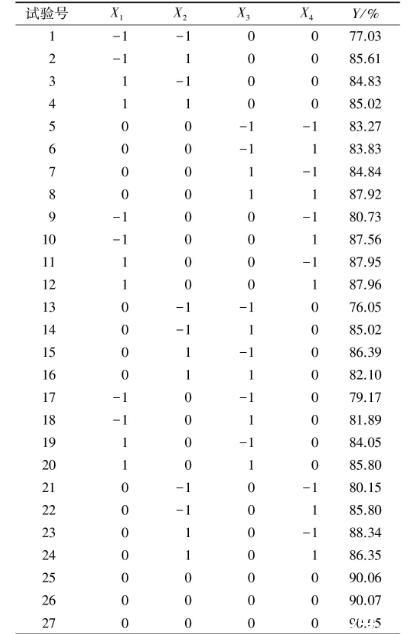
表2響應面試驗方案及結果
由表3可以看出,函數模型R2=99.19%,說明模型預測值和試驗值擬合度高,模型極顯著(Plt;0.000 1),方程預測N-椰子油酰基復合氨基酸產率是可信的。X1(復合氨基酸溶液與椰油酰氯體積比)、X2(pH)、X3(反應溫度)、X4(丙酮與復合氨基酸溶液體積比)影響因素程度為X2gt;X1gt;X3gt;X4,
影響因素之間的交互作用除X1X3影響不顯著、X3X4影響顯著外,其余交互項影響極顯著。
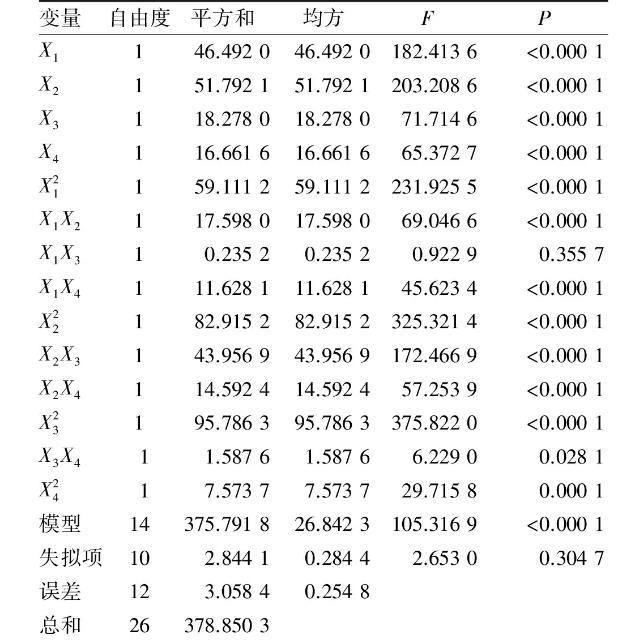
表3回歸方程方差分析
2.2.2驗證試驗
對經過響應面試驗優化得到的數學回歸方程進行求極大值,得到X1為4.2∶1、X2為11.2、X3為36℃、X4為1.7∶1,產率最大值為91.02%。根據響應面優化結果和綜合因素影響得到大豆粕合成N-椰子油酰基復合氨基酸最優工藝條件為:復合氨基酸溶液與椰油酰氯體積比4.2∶1,pH 11.2,反應溫度36℃、丙酮與復合氨基酸溶液體積比1.7∶1,反應時間2 h。在最優工藝條件下進行3次驗證試驗,得到產率分別為91.06%、91.07%、91.08%,平均值為91.07%,與模型預測值91.02%相差很小,同時證明得到的數學回歸擬合模型可信度很高。
2.3產品表面活性性能
測定了以大豆粕為原料合成的N-椰子油酰基復合氨基酸產物表面活性性能,同時與陰離子表面活性劑月桂酸鉀、十二烷基硫酸鈉表面活性進行了比較,結果見表4。
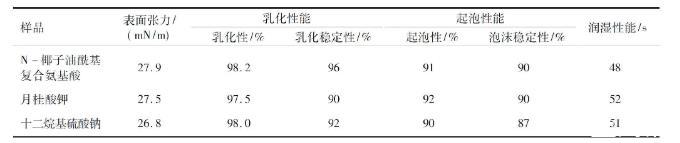
表4產物表面活性性能對比
由表4可以看出,所得產物表面活性性能優越,并且在一些方面超過月桂酸鉀、十二烷基硫酸鈉。
3結論
本研究以影響大豆粕合成N-椰子油酰基復合氨基酸產率因素的單因素試驗為基礎,利用SAS軟件,根據Box-Behnken的試驗設計原理,通過響應面優化及對回歸方程方差分析,發現復合氨基酸溶液與椰油酰氯體積比、pH、反應溫度、丙酮與復合氨基酸溶液體積比對大豆粕合成N-椰子油酰基復合氨基酸產率都有極顯著影響。通過回歸數學模型得到最優工藝條件為:復合氨基酸溶液與椰油酰氯體積比4.2∶1,pH 11.2,反應溫度36℃,丙酮與復合氨基酸溶液體積比1.7∶1,反應時間2 h。在最優工藝條件下產率為91.07%,與模型預測值91.02%相差很小。與陰離子表面活性劑月桂酸鉀、十二烷基硫酸鈉表面活性性能進行了比較,所得產物表面活性性能優越。