

合作客戶/
拜耳公司 |
同濟大學(xué) |
聯(lián)合大學(xué) |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關(guān)新聞Info
-
> 神奇的馬拉高尼效應(yīng)卻是真實存在的
> ?印制板組裝件污染物手工清洗時,如何選擇溶劑
> 槐糖脂的屬性:脂肪酸底物和混合比例的影響——材料和方法
> 聚丙烯酸酯反相破乳劑添加后曹妃甸油田含油污水界面張力的變化
> 嗜熱鏈球菌發(fā)酵乳對全蛋液起泡性、pH、黏度、表面張力的影響(一)
> 兩種烷基咪唑亞磷酸酯離子液體熱穩(wěn)定性、表面張力測定(三)
> 寶寶出生的越早,肺表面活性物質(zhì)越少,肺泡缺乏表面張力
> 表面張力對激光空泡脈動及潰滅特性的影響(一)
> 采購表面張力儀主要考慮的因素
> 基于界面張力弛豫法考察羥基取代烷基苯磺酸鹽的界面擴張流變性質(zhì)(二)
推薦新聞Info
-
> 海上抗超高溫低滲透儲層鉆開液配方設(shè)計及應(yīng)用效果(三)
> 海上抗超高溫低滲透儲層鉆開液配方設(shè)計及應(yīng)用效果(二)
> 海上抗超高溫低滲透儲層鉆開液配方設(shè)計及應(yīng)用效果(一)
> 表面張力儀和界面張力儀通用可能性及選擇要點
> 表面張力儀和界面張力儀是通用的嗎?
> 從潤濕到粘附:臨界表面張力(γc)如何重塑表界面科學(xué)?
> 添加表面活性劑抑制瓦斯解吸效果及機理分析
> 常見表面活性劑分類、性質(zhì)、水溶液潤濕性、與表面張力間的關(guān)系
> ?基于LB膜技術(shù)的仿生膠原膜模塊化組裝方法
> 明確巖心孔喉大小及分布,構(gòu)建低滲透油藏CO2驅(qū)開發(fā)全過程動態(tài)預(yù)測模型(二)
鈦合金Ti6Al4V :SLM成型件冶金缺陷與表面張力有關(guān)嗎
來源:《工程科學(xué)與技術(shù)》 瀏覽 528 次 發(fā)布時間:2025-06-17
激光選區(qū)熔化技術(shù)(SLM)的成型質(zhì)量受各種因素影響,其中,工藝參數(shù)對成型件的冶金缺陷影響最為顯著,而熔池特性的研究則是判斷激光增材制造成型質(zhì)量的有力手段。本文建立SLM成型Ti6Al4V粉體3維瞬態(tài)熱流場數(shù)值模型,利用優(yōu)化后的數(shù)值模型分析熔池的動態(tài)演變機制,并在計算流體動力學(xué)中利用無量綱數(shù)定量描述工藝參數(shù)固定情況下熔池的動態(tài)演化,結(jié)合數(shù)值模擬和仿真實驗分析球化、孔洞、黏粉和飛濺等缺陷形成機理,探究線能量密度和體能量密度對成型缺陷的影響規(guī)律,揭示SLM成型件冶金缺陷的形成機理與抑制方法,并提出一種“工藝參數(shù)?熔池特征?成型質(zhì)量”一體化的方法預(yù)測成型質(zhì)量。此外,本文還分析Ti6Al4V的加工工藝參數(shù)與熔池特征和增材制造成型質(zhì)量的影響關(guān)系,包括關(guān)鍵加工參數(shù)對熔池?zé)崃鲌龅挠绊懀ㄟ^結(jié)果對比來探究工藝參數(shù)對加工質(zhì)量的影響規(guī)律,為優(yōu)化加工參數(shù)提供指導(dǎo)作用,節(jié)省大量的時間和成本。結(jié)果表明:熔池的主要傳熱方式為熱對流,熔池演變的主要驅(qū)動力是蒸發(fā)反沖壓力、表面張力和馬蘭戈尼剪切力。隨著能量密度的降低,熔池流動性減弱,熔池尺寸表現(xiàn)出一定的規(guī)律性。熔融金屬在表面張力的驅(qū)動下,往往會降低表面能凝固成球狀,導(dǎo)致逐層成型后塊體內(nèi)部形成大量孔洞缺陷,嚴(yán)重影響試樣的力學(xué)性能。因此,為獲得力學(xué)性能良好的試樣,必須精確控制能量密度,防止熔池流動性變化導(dǎo)致內(nèi)部孔洞缺陷的形成。
鈦合金作為最常見的金屬合金,在航空、航天和生物醫(yī)學(xué)領(lǐng)域得到了廣泛的應(yīng)用。Ti6Al4V是最常用的鈦合金,它具有高強度、低密度、高斷裂韌性、優(yōu)異的耐腐蝕性和優(yōu)良的生物相容性,可用于重型航空建筑、渦輪發(fā)動機、燃?xì)廨啓C等,也可用于醫(yī)用骨骼、牙齒等。然而,Ti6Al4V的高熔點、低導(dǎo)熱系數(shù)和低彈性模量意味著使用傳統(tǒng)方法進行加工將是一個巨大的挑戰(zhàn)。
激光選區(qū)熔化技術(shù)(SLM)作為新興技術(shù),為高設(shè)計自由度的輕量化設(shè)計提供了巨大的潛力。該技術(shù)可省略刀具、夾具等傳統(tǒng)加工裝備,具有加工周期短、設(shè)計和生產(chǎn)時間少、制造成本低、材料利用率高的優(yōu)勢,目前,已經(jīng)被廣泛應(yīng)用于航空航天、汽車、醫(yī)療、工業(yè)、建筑、文娛、生物科技等各個產(chǎn)業(yè)領(lǐng)域的產(chǎn)品設(shè)計與制造,在各類產(chǎn)品的智能制造方面占有較高比重,具有廣闊的應(yīng)用前景。傳統(tǒng)Ti6Al4V加工制造工藝復(fù)雜,材料利用率低,成本較高。SLM加工成型Ti6Al4V采用離散堆積成型機理,不受成型試件形狀約束,且生產(chǎn)工藝流程簡單,可有效避免用傳統(tǒng)方法加工Ti6Al4V的相關(guān)問題。SLM成型Ti6Al4V合金涉及復(fù)雜的粉體?液?固相變,存在多物理場相互耦合的現(xiàn)象:粉末對激光輻射的吸收和散射、粉體及成型固體的傳熱、熔體的流動、材料的蒸發(fā)和揮發(fā)及熔化/凝固/非平衡相變等。并且,材料的差異性、成型過程復(fù)雜多變、工藝不穩(wěn)定性等問題,使試件的成型質(zhì)量和可重復(fù)性難以保證。要實現(xiàn)高精度、復(fù)雜零件的工業(yè)化生產(chǎn),必須克服加工缺陷,例如,零件孔洞、飛濺球化、表面粗糙、不理想的微觀組織結(jié)構(gòu)及力學(xué)性能、零件殘余應(yīng)力等。識別和控制多物理場耦合產(chǎn)生的上述物理現(xiàn)象及其相互作用機制,對于生產(chǎn)全密度無缺陷零件至關(guān)重要。
基于離散單元法的“熱?流”耦合模型主要采用的方法為有限體積法和有限差分法。常用的軟件有FLUENT、FLOW3D等。Yan等研究低功率下電子束選區(qū)熔化(EBSM)鈦合金的單/多道缺陷的形成過程,包括球化效應(yīng)、單道不均勻性,研究得出粉末粒度分布和粉末層厚是影響單道不均勻性的顯著因素,而增加激光功率和減小粉層厚度可以避免球化現(xiàn)象,但是,該研究對工藝參數(shù)(如掃描速度、束流)優(yōu)化策略的指導(dǎo)性有限。謝印開利用EDEM離散單元軟件建立粉末床模型,并用FLUENT模擬不同工藝參數(shù)下Ti6Al4V的熔池尺寸和流動情況,根據(jù)熔池溫度分布及熔池表面形貌特征分析氣孔缺陷形成的機理,為選擇合理的工藝參數(shù)提供指導(dǎo),但是,該模型沒有考慮反沖壓力的作用,沒有分析熔池內(nèi)部的主導(dǎo)驅(qū)動力。葉唯娟利用YADE建立粉末床模型,并用FLOW3D模擬鈦合金SLM熔池受熱—熔化—流動—凝固過程,研究單道球化及不平直現(xiàn)象的形成機理,結(jié)果得出球化是由于能量輸入不足而沒有熔化基板,不平直現(xiàn)象是由熔池邊緣粉末的隨機排布與不規(guī)則黏附導(dǎo)致,表明表面張力和蒸汽反沖壓力是熔池內(nèi)部的兩種驅(qū)動力,但是,沒有討論“匙孔”的形成,以及表面張力和蒸汽反沖壓力是如何作用于熔池及如何取決于能量密度。He等采用DEM和CFD建立SLM多道成型的數(shù)值模型,研究表明通過控制激光能量輸入可以有效控制熔池的動態(tài)狀態(tài)和單道之間的氣孔,但是,該研究缺少實驗的驗證。Wang等采用粉末尺度多物理場耦合模型模擬Ti6Al4V的成型過程,研究結(jié)果表明在一定能量輸入下,粉末層越厚則孔隙缺陷越明顯;在高激光功率下Marangoni效應(yīng)增強導(dǎo)致熔池凝固后單道表面出現(xiàn)了明顯的波紋;該研究雖能預(yù)測熔池形態(tài)與缺陷,但未提供工藝參數(shù)優(yōu)化具體策略,難以直接指導(dǎo)工業(yè)生產(chǎn)。Khairallah等研究316L不銹鋼金屬粉末熔化凝固的成型過程,認(rèn)為蒸發(fā)反沖壓力、表面張力、Marangoni對流都是熔池內(nèi)部主要的驅(qū)動力,揭示孔隙、材料飛濺和剝蝕區(qū)等物理缺陷機理,并給出熔池形成后流場速度在前端凹陷區(qū)、中間過渡區(qū)和末端區(qū)的分布規(guī)律;然而,該研究忽略了微觀尺度效應(yīng)(如熔池內(nèi)非平衡凝固、納米級氣液界面波動),難以精確描述匙孔不穩(wěn)定性和微氣泡的瞬時演化。
基于上述研究的局限性,本文綜合激光功率和掃描速度分析線能量密度公式對成型質(zhì)量的影響;并使用激光功率、掃描速度、掃面間距等工藝參數(shù)分析體能量密度公式與成型質(zhì)量之間的關(guān)系。結(jié)合數(shù)值模擬分析球化、孔洞、黏粉和飛濺等缺陷形成機理,探究線能量密度和體能量密度對成型缺陷的影響規(guī)律,并揭示SLM成型件冶金缺陷的形成機理與抑制方法。
理論模型與條件分析
流場邊界條件
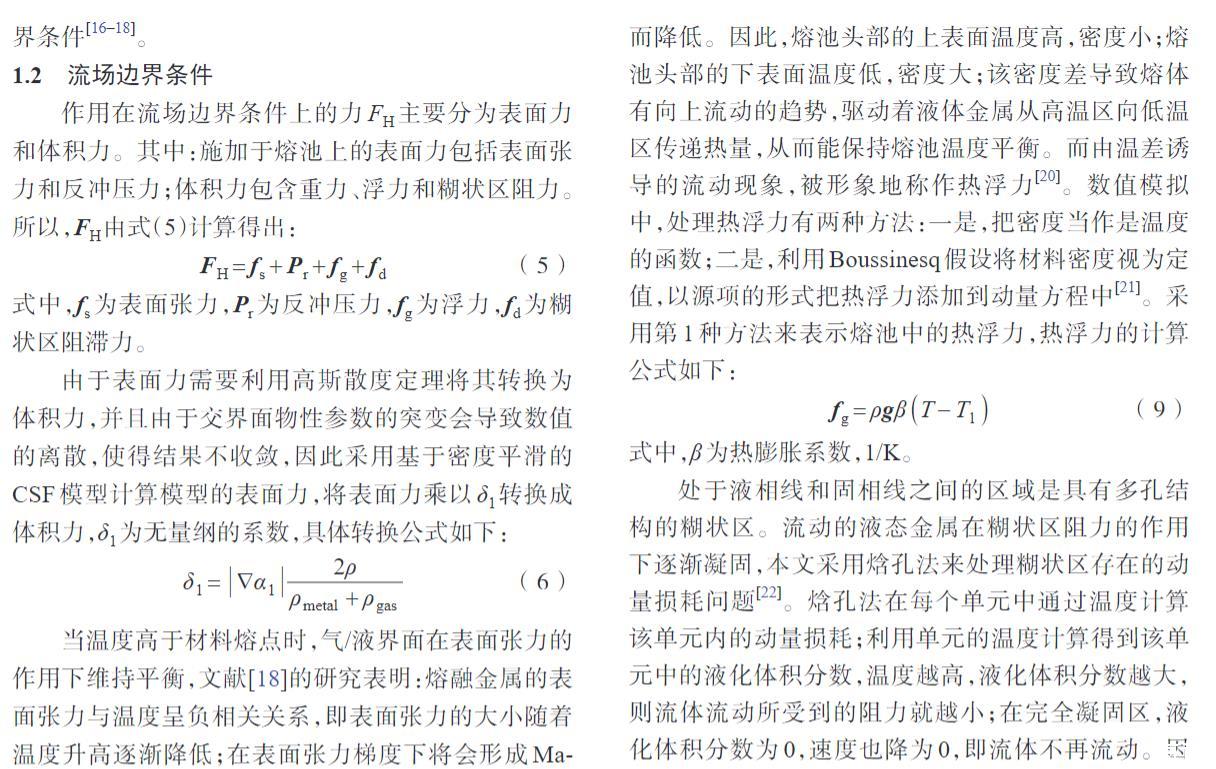
作用在流場邊界條件上的力FH主要分為表面力和體積力。其中:施加于熔池上的表面力包括表面張力和反沖壓力;體積力包含重力、浮力和糊狀區(qū)阻力。所以,F(xiàn)H由式(5)計算得出:
(5)
式中,fs為表面張力,Pr為反沖壓力,fg為浮力,fd為糊狀區(qū)阻滯力。
由于表面力需要利用高斯散度定理將其轉(zhuǎn)換為體積力,并且由于交界面物性參數(shù)的突變會導(dǎo)致數(shù)值的離散,使得結(jié)果不收斂,因此采用基于密度平滑的CSF模型計算模型的表面力,將表面力乘以δ1轉(zhuǎn)換成體積力,δ1為無量綱的系數(shù),具體轉(zhuǎn)換公式如下:
(6)
當(dāng)溫度高于材料熔點時,氣/液界面在表面張力的作用下維持平衡,研究表明:熔融金屬的表面張力與溫度呈負(fù)相關(guān)關(guān)系,即表面張力的大小隨著溫度升高逐漸降低;在表面張力梯度下將會形成Marangoni剪切力,熔融金屬在Marangoni剪切力作用下,會從熔池的高溫區(qū)向低溫區(qū)流動;同時,熔池底部的流體向上流動,在熔池的內(nèi)部流體形成“環(huán)流”,促使熔池內(nèi)液體的流動,加快熱量和物質(zhì)的交換。表面張力的表達(dá)式如下:
(7)
式中:
為材料處于熔點時的表面張力系數(shù),N/m;
為表面張力系數(shù)隨溫度的變化率;
為液相溫度,K;
為界面曲率,1/m;
為界面法向量。
當(dāng)輸入的能量密度過高時,熔池的最高溫度高于該金屬材料的蒸發(fā)溫度,金屬蒸汽對熔池表面產(chǎn)生擠壓力,這個力稱為反沖壓力。反沖壓力大小與溫度有關(guān),熔池的溫度越高,反沖壓力作用效果越強。反沖壓力作用于“匙孔”壁面上,方向為垂直于氣/液界面,反沖壓力的計算公式如下:
(8)
式中:
為標(biāo)準(zhǔn)大氣壓,Pa;
為蒸發(fā)潛熱,J/kg;M為Ti6Al4V的摩爾質(zhì)量,g/mol;
為蒸發(fā)溫度,K;R為理想氣體常數(shù),J/(mol·K)。
SLM的熱影區(qū)在熔池的長度X、寬度Y和深度Z方向均存在很大的溫度梯度,這是因為SLM成型過程中液態(tài)金屬的密度一般為溫度函數(shù),即隨著溫度升高而降低。因此,熔池頭部的上表面溫度高,密度小;熔池頭部的下表面溫度低,密度大;該密度差導(dǎo)致熔體有向上流動的趨勢,驅(qū)動著液體金屬從高溫區(qū)向低溫區(qū)傳遞熱量,從而能保持熔池溫度平衡。而由溫差誘導(dǎo)的流動現(xiàn)象,被形象地稱作熱浮力。數(shù)值模擬中,處理熱浮力有兩種方法:一是,把密度當(dāng)作是溫度的函數(shù);二是,利用Boussinesq假設(shè)將材料密度視為定值,以源項的形式把熱浮力添加到動量方程中。采用第1種方法來表示熔池中的熱浮力,熱浮力的計算公式如下:
(9)
式中,
為熱膨脹系數(shù),1/K。
處于液相線和固相線之間的區(qū)域是具有多孔結(jié)構(gòu)的糊狀區(qū)。流動的液態(tài)金屬在糊狀區(qū)阻力的作用下逐漸凝固,本文采用焓孔法來處理糊狀區(qū)存在的動量損耗問題。焓孔法在每個單元中通過溫度計算該單元內(nèi)的動量損耗;利用單元的溫度計算得到該單元中的液化體積分?jǐn)?shù),溫度越高,液化體積分?jǐn)?shù)越大,則流體流動所受到的阻力就越小;在完全凝固區(qū),液化體積分?jǐn)?shù)為0,速度也降為0,即流體不再流動。因凝固造成的單元動量損失由式(10)計算得到:
(10)
式中,
為糊狀區(qū)內(nèi)流體在多孔介質(zhì)處的阻尼力糊狀區(qū)阻力,
為凝固區(qū)常數(shù),
為與溫度有關(guān)的液化體積分?jǐn)?shù),
為一個非常小的常數(shù)。
能量密度對于球化缺陷形成的影響
在選區(qū)激光熔化的過程中,隨著激光線能量密度的減小,熔融的金屬液體逐漸不足以潤濕基板,為了減小表面積和降低液相表面能,單道形態(tài)逐漸從連續(xù)態(tài)過渡到斷續(xù)態(tài)、球化態(tài)。球化現(xiàn)象會造成成型件表面不平整,內(nèi)部缺乏融合,形成大量孔洞,導(dǎo)致成型件致密度和力學(xué)性能下降。因此,優(yōu)化激光加工參數(shù)(如激光功率、掃描速度)調(diào)節(jié)能量密度至適宜范圍,以減少缺陷、提升成型件質(zhì)量。
液固潤濕特性是SLM工藝成功的關(guān)鍵,常用接觸角
描述潤濕程度:

式中,
分別為固?液、固?氣和氣?液界面的表面張力。
越大,說明液態(tài)金屬對固體基板的潤濕性越差;反之,越好。當(dāng)
大于90°時,表示潤濕性較差的狀態(tài),熔融金屬不易鋪展,如圖1(a)所示。當(dāng)
小于90°時,表示潤濕性較好的狀態(tài),液態(tài)金屬的鋪展性較好,如圖1(b)所示。
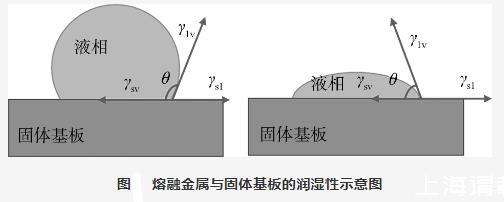
圖1熔融金屬與固體基板的潤濕性示意圖
(a)濕潤性差(b)濕潤性好
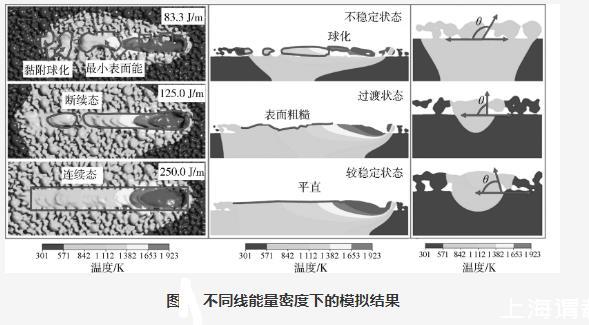
為分析線能量密度對球化缺陷形成機理的影響,選取激光功率150 W,線能量密度分別為83.3 J/m、125.0 J/m和250.0 J/m的3組參數(shù)進行數(shù)值模擬,結(jié)果如圖2所示。當(dāng)線能量密度為83.3 J/m時,部分熔融金屬凝固并與周圍粉末黏附成球;部分熔融金屬在表面張力的驅(qū)使下傾向于減少表面能,迅速地成球;這兩種成球方式往往共同出現(xiàn)。這是因為激光的穿透深度沒有到達(dá)基板,此時接觸角為180°,呈現(xiàn)不完全濕潤狀態(tài),液態(tài)金屬流動受阻,因此不能在基板上鋪展。當(dāng)線能量密度提高到125.0 J/m時,單道由球化形態(tài)向斷續(xù)態(tài)過渡,雖然表面還比較粗糙,但是球化效應(yīng)明顯減弱,此時激光穿透深度剛剛到達(dá)基板,接觸角約為90°。當(dāng)線能量密度繼續(xù)提高到250.0 J/m時,熔化的金屬粉末形成充足的熔融金屬,從而改善其流動性,凝固后獲得高度均勻和連續(xù)的單道,激光穿透深度能夠穿透粉末床并熔化基板,并且接觸角大于90°。因此,球化缺陷的形成機理可以總結(jié)為能量密度太低,熔融金屬不能在基板上鋪展。判斷是否球化最直接的依據(jù)是觀察熔池深度是否穿透粉末層厚,并熔化了基板,也可以計算熔池的接觸角是否小于90°來判斷熔池的濕潤性。此外,還可通過適當(dāng)提高線能量密度,提高熔融金屬的流動性,以獲得更均勻和連續(xù)的單道。
Ti6Al4V成型質(zhì)量預(yù)測模型結(jié)果分析
擬合結(jié)果表明:熔池寬度、熔池深度及熔池最高溫度與線能量密度之間存在顯著的熱力學(xué)依賴關(guān)系。基于能量守恒定律和傅里葉熱傳導(dǎo)理論,線能量密度的變化直接影響了熔池內(nèi)的熱輸入分布,進而通過溫度梯度驅(qū)動熔池邊界的擴展與凝固行為。具體而言,線能量密度增大時,熔池最高溫度呈非線性上升,導(dǎo)致熔池深度顯著增加;同時,熔池寬度因表面張力與熱毛細(xì)流動的耦合作用呈現(xiàn)先增后穩(wěn)的飽和趨勢。